

Solutions
Optosense technology relies on optical readout of a humidity- and temperature sensitive thin film. This approach differs radically from what is available on the market and allows new solutions which:
1) Enable accurate humidity sensing in places that could not be reached before
2) Lower costs by replacing active electronic sensors with passive optical sensors
Condition Monitoring & Anti-Counterfeit
Optosense technology can be used in several applications for condition monitoring, as well as for authentication. Some benefits include:
- The small sensor sticker makes it possible to monitor the conditions of many different applications
- In addition to condition monitoring, our technology can be utilized to verify authenticity
- Our technology can be benefited from in many types of conditions and temperatures, enabling us to expand to new applications

Construction Industry
With Optosense technology, several moisture sensing processes can be improved, sped up and more cost-efficient. Some of the benefits include:
- Lower measurement costs
- No sensor-specific calibration
- Quickly leveling sensors
- The sensor sticker enables several measuring points for quick humidity and temperature mapping and the stickers can be left on-site, if desired.
Since the sensors require no electricity, the sensor can be applied to new locations which haven’t been possible before, due to electrical interference.

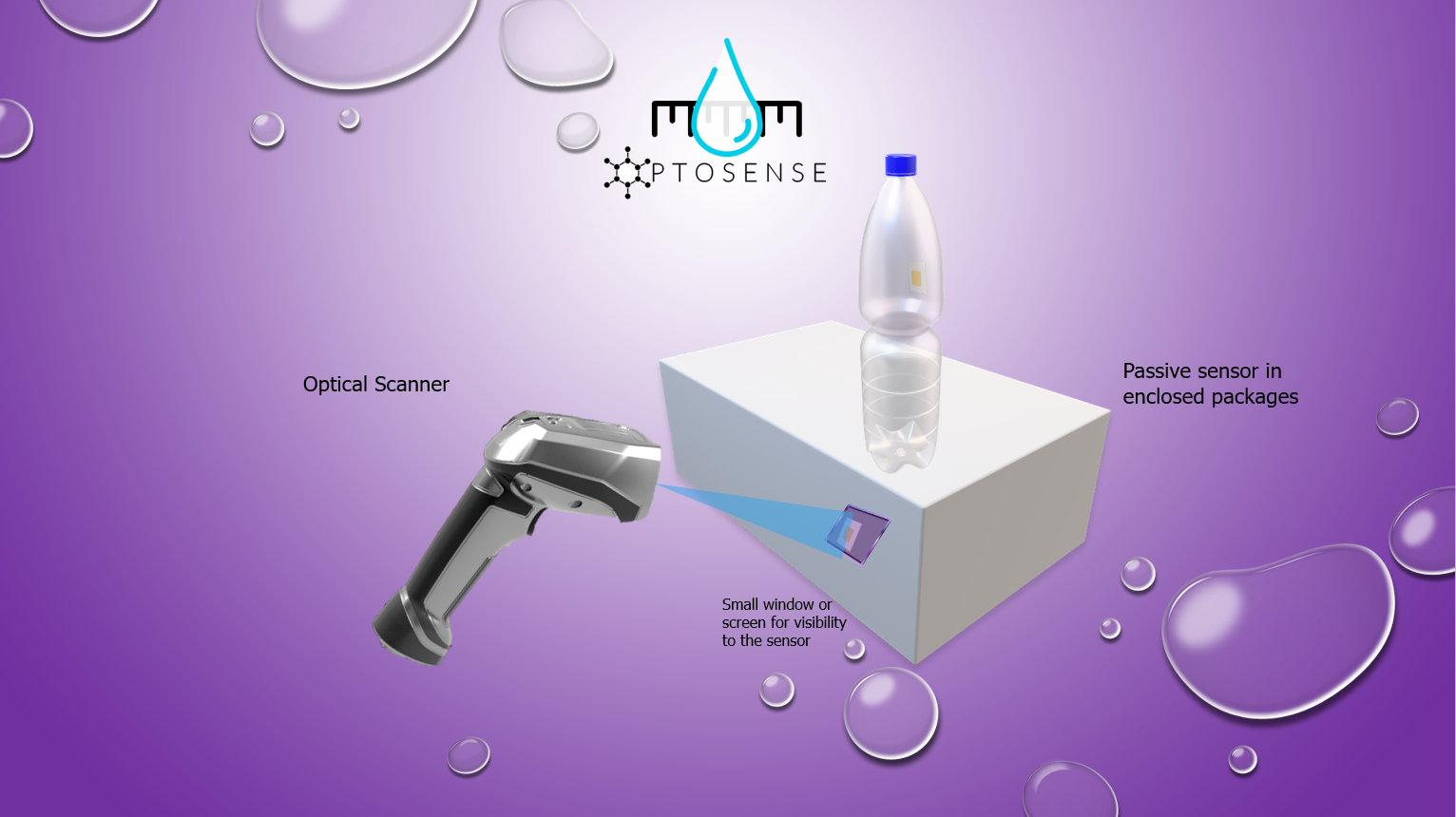
Packing and Logistics
The Optosense-sensor can be mass produced due to its cheap price, leading to a wide variety of use opportunities in packing and logistics industries. Some benefits include:
- The solution can be extended to other packages, e.g., moisture sensitive chemicals, electronics, food
- In mass production, the sensor can allow the identification of humidity and temperature as the default option in each package
- Automatic temperature/humidity information from inside or outside packages as part of the logistics chain
Other Applications
There are numerous ways in which industries and companies can benefit from Optosense technology. Some examples of such applications include:
Smart Homes & Iot:
- Humidity measurements within the home
Agriculture
- Grain drying management
- Smart farming
Laboratories & Pharmaceuticals
- Quality assurance & chemical/substance humidity management
- Research and development
More opportunities continue to arise. If any come to mind, feel free to contact us and discuss the possible new applications of Optosense technology for you or your company.
